
1 引 言
多数的洛氏硬度计是通过杠杆砝码来完成试验力的加载的。这种加载方式结构复杂,在不同的试验力间转换时需要一套繁琐的变荷机构,已经不能满足硬度测量试验高效、高自动化的要求。洛氏硬度计在加载方式上正逐步趋向于通过步进电机或伺服电机来实现。前者因为控制精度不高和自身性能等方面的因素,仍不能满足高精度的硬度测量要求。本文介绍了一种利用伺服电机加载的全自动洛氏硬度计,它采用的是闭环控制,能够实现对加载试验力高精度的控制。另外,为了实现高精度的硬度测量,专门介绍了一种与之相结合的测量机构,该机构能将测量过程中传动部分和机架产生的变形消除,进而减小测量误差,提高准确度。
2 影响洛氏硬度计测量的因素
在材料硬度测量过程中,影响测量准确性的因素很多。根据硬度计的测量原理,压头压入深度的测量方式、试验力控制的准确度都会导致测量误差。因此,通过对洛氏硬度计施加初始试验力和主试验力以及深度测量机构等进行分析,可以分析出产生误差的因素,主要包括:机架变形、主轴变形、升降台变形、加载试验力的准确性、测量装置的可靠性以及试样本身的变形等[1]。此外,硬度计的主轴轴线与升降台升降丝杠的同轴度、硬度计的主轴轴线与升降台台面的垂直度、周围环境、压头等都会对硬度测量的准确性产生影响。只有尽可能地降低这些因素对测量的影响,才能保证全自动洛氏硬度计的测量精度[4]。
3 全自动洛氏硬度计的加载机构
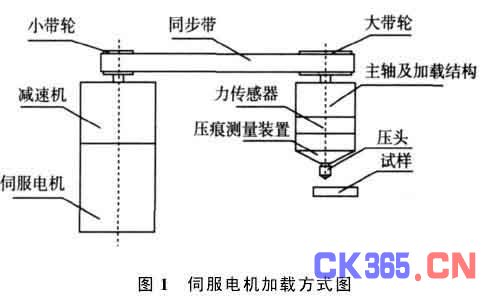
为了更好地提高试验力加载的准确性,采用伺服电机作为系统的动力源。传动过程如图1所示,伺服电机通过减速机、带轮两级减速后,与主轴联接,通过控制系统对伺服电机的控制,即可实现压头的上下移动和试验力加载的精确控制。该系统采用闭环控制,在试验过程中,通过对初始试验力和主试验力加载的实时监控,实现力的精确加载、保持和卸载。
4 全自动洛氏硬度计压痕深度测量的一种方法
目前,洛氏硬度计主要采用压痕深度间接测量法[2]。该测量方法是将测量装置安装在刚性机架上,测量装置触点与加力主轴相接触,通过测量出加力主轴上下移动的距离,再经进一步的杠杆比例换算,最终得到压痕深度。该测量装置测出的压痕深度实际是压头相对于机架的位移,该位移并不是实际的压痕深度,它包括了机架、主轴和升降台的变形。该测量方法对机架刚性要求较高,且因为诸多误差的影响,测量精度较低,不能够实现高精度的压痕深度测量。
本文介绍的测量方法采用高精度微位移传感器,将其安装在专门的测量机械结构上,通过该测量机构,不仅能够实现压痕深度的直接测量,而且还可避免各种测量误差。这种测量单元的测量结果不包含上面提到的各种变形。
本测量单元安装在压头与主轴相联接的压头座上(见图2),能够实现自动跟踪精确测量。该测量单元主要包括主轴、力传感器、压头座、微位移传感器、保护套、保护套螺母、保护套座等,其结构见图2。
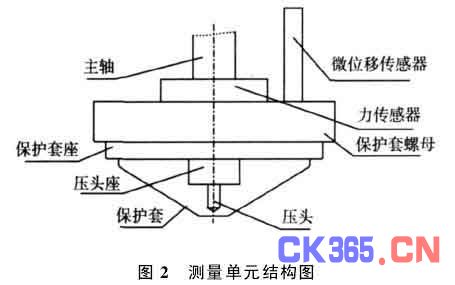
为了消除机架变形、升降丝杠和试样变形的影响[3],设计了一个特殊的保护套,并让保护套参与测量。保护套通过保护套螺母、保护套座安装在机架上,保护套可以在保护套螺母内向上或向下滑动,滑动的距离可由限位开关设定,测量元件微位移传感器的触头顶置在保护套上。通过这个特殊的保护套结构,不仅能够消除机架变形对压痕深度测量的影响,而且能够消除升降台和试样变形对压痕测量的影响。
进行试验时,保护套首先上移,当机架、升降丝杠和试样变形时,保护套会由于重力作用而自由下降。在此过程中,微位移传感器始终与保护套相接触,且两者下降位移相等,机架、升降丝杠和试样本身变形的位移量之和就是保护套下降的位移量,这样就消除了上述变形对微位移传感器测量结果的影响。另外,微位移传感器安装在主轴最下端的压头座上,以便测量压头座以下的位移变化,进而消除主轴变形对测量结果的影响。
5 结 论
通过伺服电机实现的闭环加载控制在全自动洛氏硬度计上的应用,为洛氏硬度计的高精度加载提供了保证;洛氏硬度计压痕深度的这种测量方法,能够消除各种变形带来的测量误差,大大提高了洛氏硬度计深度测量的准确性,为全自动洛氏硬度计的研制开拓了思路。
参考文献
[1] 机械设计手册[M].北京:机械工业出版社,2004.
[2] GB/T 230.1-2004金属洛氏硬度试验第一部分:试验方法[S].
[3] GB/T 230.2-2002金属洛氏硬度试验第二部分:硬度计的检验与校准[S].
[4] GB/T 230.3-2002金属洛氏硬度试验第三部分:标准硬度块的标定[S].·40·
本文作者:徐会正,孙善烨


